The Group who forms SC&T s.r.l. originated from NWT experience as ex-employees from this company and several sub-suppliers.

This Group was born largely due to the following factors:
• to guarantee technical assistance to NWT’s ex clients;
• to provide the market with technology used by NWT, which is particularly interesting for industrial use of Spunbond, more specifically for “roofing” given its elevated mechanical characteristics;
• to give the final user the possibility to purchase a complete range of Spunbond, singularly buying the various mechanical and electrical parts from various suppliers with a guarantee on the global assembly, the setting up and the production technology of the line.
The technology developed by SC&T s.r.l. has improved on that used by NWT and is particularly suitable for roofing. In addition, it has not been limited to PP technology but also PET (both thermobonded and needled) that is also mainly designed for roofing. SC&T cooperates also with expert technologiests who have decades of experience gained on plants with different and more advanced technologies.
In the period between 1987 and 1997 NWT built:
• 6 thermobonded and needled PP and PET lines in China
• 4 thermobonded PP and PET lines for Fabriano Group in Italy
• 2 thermobonded PP and PET lines in United States
• 3 thermobonded PP lines in South Africa (Spunchem)
• 1 thermobonded PET line in Indonesia (Panasia)
all lines were made with NWT technology with linear jets.
After 1997, when NWT interrupted its construction of new plants, each component of the future company SC&T s.r.l. carried on working in their own sector independently. On several occasions the group reformed when the opportunity arose and the type of contract offered was suitable.
Other privileged suppliers were occasionally associated with this team because of the type of system (PP, PET, hermobonded or needled) such as Comerio for thermobonded and others (needled Feherer or Dilo) already tested by NWT in other systems, integrating, from time to time, the experience of these collaborators.
During this period, through technological consultation work, system planning and maintenance, at the same time as the multiple linear jet technology, a guns technology was developed. Although other companies had already used this technology, this one offered innovative solutions aimed at improving distribution and mechanical properties of non-fabric.
During this period the group carried out the following activities and supplied the following services: CLICK HERE
Our company was born with the clear intent to always allow to our customers the best technology and the greatest compromise between quality and price.
We are always searching new technologies to provide the best productive systems in the environment and safety respect.
We guarantee in every moment our best support and our most timely assistance to each client because our most important purpose is help to grow our clients.
In the following paragraphs we would like to illustrate what we believe are the main characteristic features of our system both for production technology and the product’s technical characteristics.
For this reason it is a good idea to review the basic concepts of the technology, how it has been used in existing systems on the market and evaluate the consequences on the product’s final specifications.
THE PRODUCT’S MAIN CHARACTERISTICS ARE:
• Highly resistant to breakage resistance isotropy (Machine/Cross relationship close to 1); No memory to the filaments;
• Appropriate breakage extension;
• High nail tear;
• Good fluid permeability;
• Other characteristics obtained with additives such as UV resistance and flame retardant.
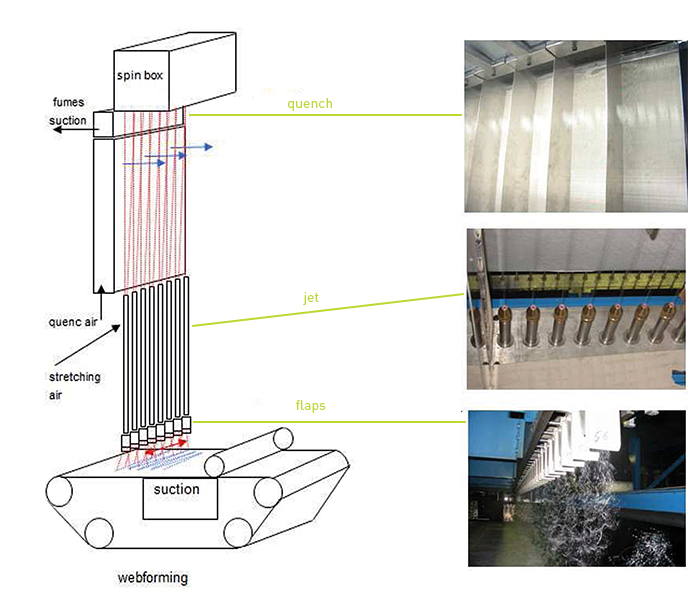
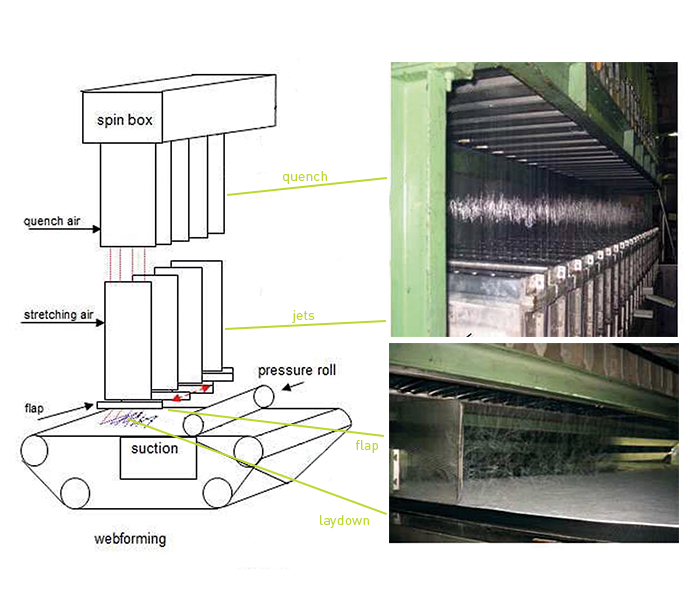
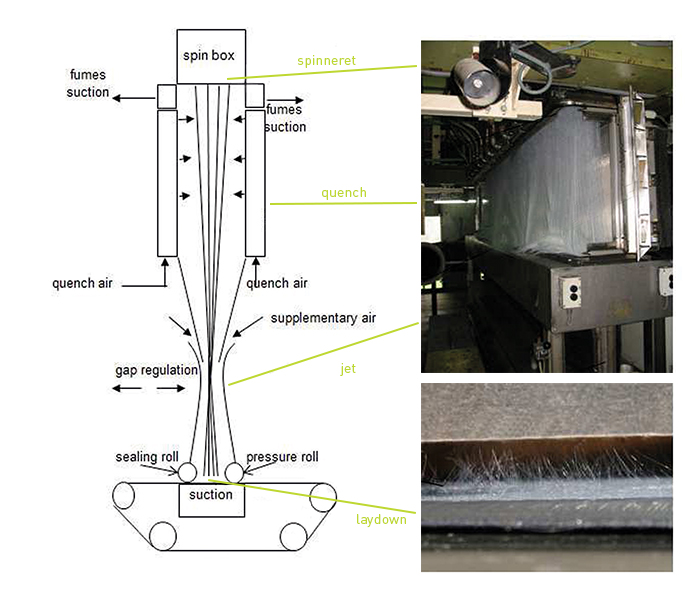
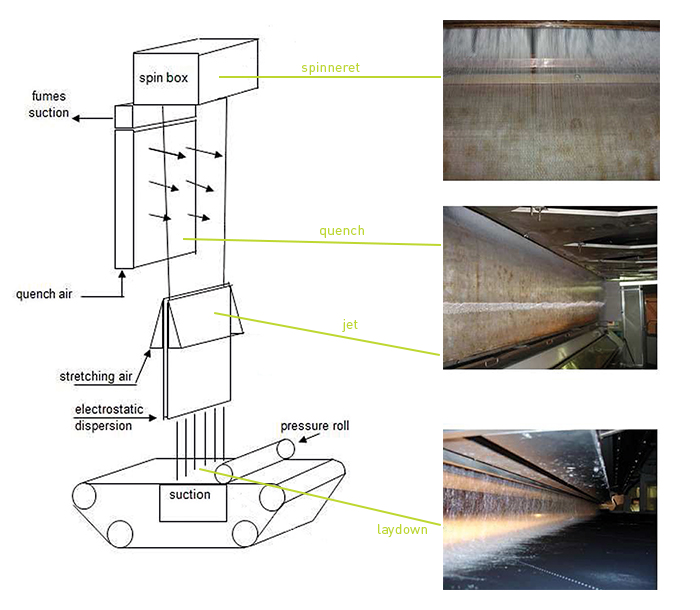
THE OPERATIONS ON WHICH THE PROCESS IS BASED ARE:
• Fusion, mixing and filtering of the base polymer and its additives;
• Distribution of melted polymer in the spinneret holes and subsequent cooling, crystallisation and molecular
orientation of the polymer, with thread formation;
• Deposition of the thread on the mantle;
• Thread cohesion, to engrave rolls calendar.
The choice of the machine that fulfils these operations influences the product’s final characteristics.
FOR EXAMPLE:
• A good mixing and filtration of binded polymer at a low break time guarantees low thread breaking frequency, necessary to obtain large reels, which will then be laminated.
• The dimension of the spinneret capillary and the length/diameter relationship are important for the molecule orientation in forming the thread and therefore influence its tenacity.
• The regularity of cooling both in terms of uniformity and air speed as well as the temperature guarantee regular and uniform solidification and cooling of the thread under the pulling action of the jet. In this phase, it controls the crystallisation and molecular orientation during the pressing phases and gives the thread its final mechanical characteristics.
OUR TECHNOLOGIES: (click to see more)
In addition to these technologies we propose the B component through the insertion of TNT. Glass fibers or glass threads.





SC&T Srl
SPUNBONDED LINES
CONSTRUCTION
AND TECHNOLOGY
Viale dell’Industria, 64
35129 Padova
ITALY
SC&T s.r.l | All Right Reserved 2012 © | design by ![]()
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}